Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PT - SMEITS
Dental Kaplamalar
НИ 3/2011 - Национални интерес
PROCESING `13
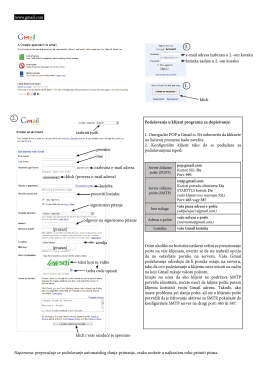
Ovde možete naći uputstvo za kreiranje Gmail e-mail
Predavanje 1-OSOBINE MATERIJALA U ARMIRANOM BETONU.pdf
Podmínky vzniku trhlin LMAC při žárovém zinkování
NAUČNOM VEĆU Instituta za hemiju, tehnologiju i
Pokročilý model ocelového portálového rámu s