Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
BIOGAS
ovdje
Identifikácia osobnostných vlastností na základe údajov
PT - SMEITS
Consulter
ATTESTATION D`ACCREDITATION N° 1-0888 rév. 6
Rumen Sıvısının Aşı Olarak Kullanıldığı Bü
Voir tarifs curistes
Prawne problemy samorządu terytorialnego z perspektywy 25
Anaerobni tretman muljeva, Marko Grgić
Sayı 64 - Alarko Carrier
2. komponente bipolarnih monolitnih integrisanih kola
IMUNIX - Novos
plusonıc ultrasonik yıkayacılar, irrigatörler
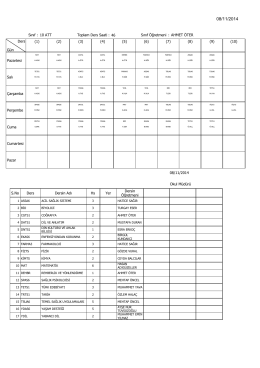
Sınıf : 10 ATT Toplam Ders Saati : 46 Sınıf Öğretmeni : AHMET
NIKADA NISMO BILI MODERNI
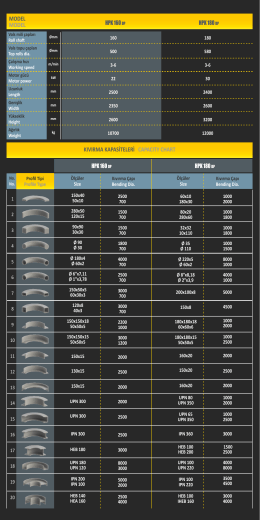
kapasite tablosu
EN ES IT NL DA NO AR FR DE PT EL FI SV RU HU LV PL BG SL