Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
lehimpercin(1) - Mehmet Adem Yıldız
Bu plan hükümleri 1/5000 ölçekli nazım imar planın
standart sözleşme
BAYCOFLOOR-EP1240 (Eski adı: INDUFLOOR - ab
BAYCOFLEX-DD6026 - ab
makine elemanları
makine elemanları
İndir (PDF, 286KB)
www.kumrulular.org - KUMRULULAR Derneği
BAYCODUR-EP98 (Eski adı: ASODUR-EK98) - ab
BAYCOFLEX-DD6030 (Eski adı: INDUFLEX-TM-D) - ab
Konstrüksiyon Malzemelerinin Özellikleri
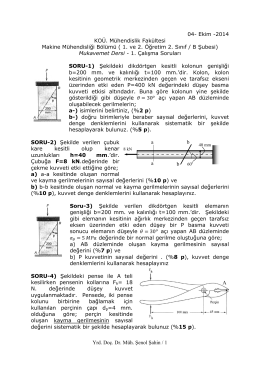
Yrd. Doç. Dr. Müh. Şenol Şahin / 1 04- Ekim
BAYCOFLOOR-LH300 (Eski adı: ASOFLOOR-300) - ab
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Makine Mühendisliği
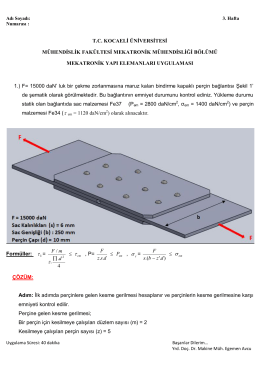
3. Ders Uygulama Sınavı Çözümü
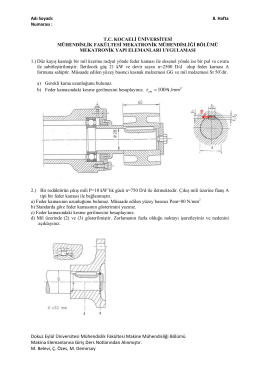
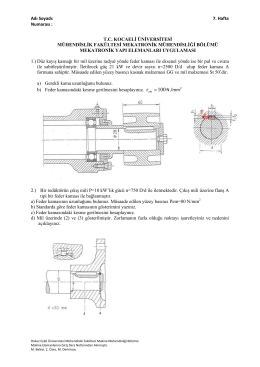
Adı Soyadı: 7. Hafta Numarası : T.C. KOCAELĠ ÜNĠVERSĠTESĠ
BAYCOFLOOR-PU3366 (Eski adı: INDUFLOOR - ab
Metal Olmayan Uçak Malzemeleri - Sivil Havacılık Haberleri | Airport