Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
hızlı prototipleme - Prof.Dr Akgün Alsaran
3D PRINTER-ŞAŞI BAKMADAN DA ŞAŞIR
Fizik, Ödev Seti 8
Kullanıcı Deneyimi Tasarımı Sertifika Programı
Zakres zagadnień obowiązujący w roku akad. 2015/2016
VKP mini - Dabrowent
Přehled technik využívaných při Rapid Prototyping
Arş. Gör. Mehmet GÜLŞEN - Sağlık Bilimleri Fakültesi
Gelecekte maddi ve düşünsel hayatın üretimi: Chiple
Takı Satışı Dersi Soruları
Soruları görmek için tıklayın.
Mıknatıs ve Metal Ayırıcılar - T-Max
Plán seminářů - pro distributory 1. pololetí 2015
Türkçe GORE-TEX® Sütürü
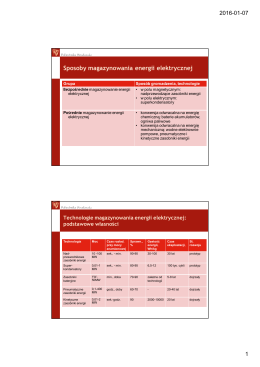
Sposoby magazynowania energii elektrycznej
CAD/CAM systmy
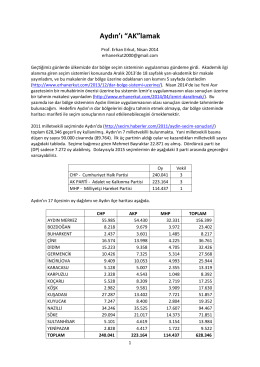
AydinAK
Yükseköğretim Kurumları Fikri Mülkiyet Hakları Taslak Yönetmeliği
7. Konu Özeti
Slayt 3
CAM TORNASI TEKNİĞİ VE ÇAĞDAŞ CAM SANATINDA
ET BİLİMİ DONDURMA YÖNTEMİ
Çalıştay Programı (pdf, 325 KB) - Konrad-Adenauer