Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Mağnezyum ve Alaşımları
CV - Gaziantep Üniversitesi
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
1. Öğretim Grup No Bitirme Çalışmasının Başlığı (1. Öğretim) 2
Book 1.indb - Pegem.net
B2 - A. Alper Cerit, PhD
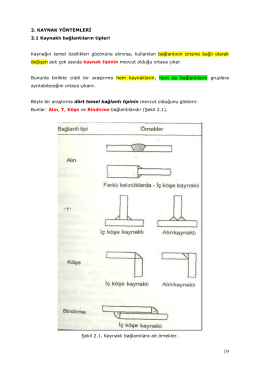
2. KAYNAK YÖNTEMLERİ 2.1 Kaynaklı bağlantıların tipleri
Konu Başlığı
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
ZVÁRANIE 2014.pdf
Slayt 6 - Dr. Rıdvan Yamanoğlu
5847 KB
Rheinzink Geleceğin Malzemesi Kataloğu
mgr inż - eksploatacja i niezawodność
İndir - Teknolojik Araştırmalar
13th INTERNATIONAL METALLURGY AND
Katalog Hettich mobilya aksesuarları
ÜYE BAŞKAN ÜYE Sayfa 1/1
SUE 3000 Yüksek Hızlı Transfer Cihazı Ürün Tanıtımı
Gövde Mekaniği Dersi Soruları
Silafont - WordPress.com
Táto práca je zameraná na laserové zváranie multifázovej ocele
Manyezit

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000139236_1-146322789d128863278c5dda7bb02136-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000144078_1-c0dcd1882961333ce4b4e55c5243c1a6-260x520.png)