Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Gelişmiş Teknolojilere Dayalı Motor Bakım Usulü ile Gelen E3
najbardziej prestiżowe wydarzenie w branży hr
Ayrıntılar İçin Tıklayınız
News for Process Automation 1/2014
Dosyayı İndir - Atılım Üniversitesi Açık Erişim Sistemi
PDF dökümanı olarak indir - Sabiha Gökçen International Airport
2014-2018 - omu ballıca kampusu
Zoltan ENZOE Nagy - Nagy ENZOE Zoltán
Çok eski fakat faydası olacak bir not.
Sayı 61 - Alarko Carrier
Hedef Filo _ Araç Geri Alma Klavuzu
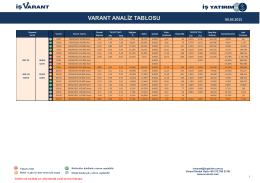
İş Varant Raporu09.03.2015 - Ekinciler Yatırım Menkul Değerler A.Ş
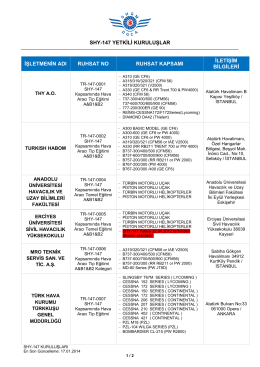
SHY 147 Bakım Teknisyeni Eğitim Kuruluşları için tıklayınız.
REGULAMIN OTWARTEGO TURNIEJU PIŁKI
E-Posta gönderilerinizde gerçek zamanlı kişiselleştirme
SkyTech - Turkish Technic
hmdcdr - hrvatski memorijalno-dokumentacijski centar domovinskog
hmdcdr - hrvatski memorijalno-dokumentacijski centar domovinskog
BİZİM GÜNLÜK 07 Ağustos 2014
letaky OK - Talianske strechy
Yolcu Hakları Broşürü
hmdcdr - hrvatski memorijalno-dokumentacijski centar domovinskog
MOLİBDEN,RENYUM,TANTAL,TUNGSTEN,ZİRKONYUM