Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
6-Frezeleme
Çalışma Raporu 2011 - Dünya Enerji Konseyi Türk Milli Komitesi
Bankacılar Dergisi - Türkiye Bankalar Birliği
Kale Kataloğunu indirmek için lütfen tıklayın.
plastik teknolojileri vakum kalıpçılığı 2
Türkçe PDF - Landkreis Schwäbisch Hall
Bolat, S. ve Esmer. S. (2014) Küresel Tedarik Zincirinde Limanların
8-Kaynak
Makine Mühendisliği Bölümü Staj Uygulama Esasları
Kullanma Kılavuzu
course outlınes - Gazi Üniversitesi
Tüberküloz (Verem) - Sakarya İl Sağlık Müdürlüğü
ARFEN DILATASYON KATALOG 2014
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ
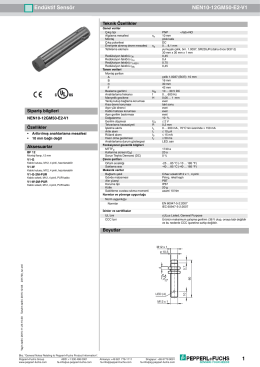
1 Endüktif Sensör NEN10 12GM50 E2 V1
2-Basınç Dosya Boyutu
FEPA – Güvenlik Önerileri
Případová studie KBA-Grafitec
Rychlá a komplexní implementace SappyCar na bázi
Slayt 1 - PromaX
I malá firma si může dovolit „velký“ systém