Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Toleranslar - Mehmet Adem Yıldız
Přehled technik využívaných při Rapid Prototyping
Provozně bezpečnostní řád a laboratorní řád
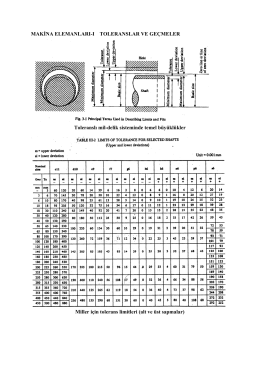
MAKİNA ELEMANLARI-I TOLERANSLAR VE GEÇMELER
Indukční kalení výrobků - Strojírny a stavby Třinec, as
Bağlama Elemanları - Mehmet Adem Yıldız
Villaggio Golden Sea
Kaynak Bağlantıları - Mehmet Adem Yıldız
Ortaokul - Portal - nesibe aydın okulları
Slayt 1 - Makine Mühendisliği
363636 - Salihli İlçe Milli Eğitim Müdürlüğü
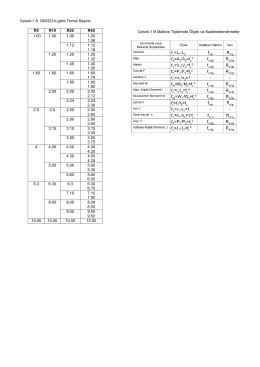
Cetvel-1 A DIN323`e göre Temel Sayılar R5 R10 R20 R40 1.00 1.00
HİDROTERMAL KRİSTALİZASYON YÖNTEMİ İLE Ti6Al4V
sahte fatura bildirimi ile bulaşan virusler hk.
Beyes Risk Yönetimi (PMI-RMP) Sınavına Hazırlık Eğitimi (3 Gün 21
Yorulma - Mehmet Adem Yıldız
OASİS ONLINE
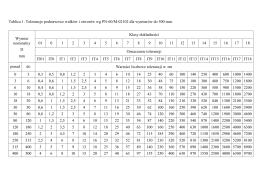
Tablica 1. Tolerancje podstawowe wałków i otworów wg PN
GeoMax Total Station Zoom80 Serisi
MUD URL UG UNE
ÇOCUK ÇİZİMLERİ VE ZEKA 4 yaşındaki çocuğunuzun bir sanat
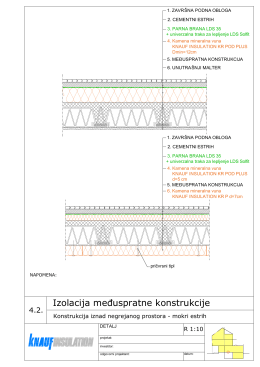
Izolacija međuspratne konstrukcije
akıllı telefon ile asansör çağırma ve durum kontrolu