Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
elektron ışını ile işleme
POWERBOR - PB70 MATKAP
Untitled
powerbor pb32 combı
Örgütsel Tasarım
Slayt 5 - Dr. Rıdvan Yamanoğlu
genel zararlar
Elektrik İşlerinde İş Sağlığı Ve Güvenliği
Güncel Pazarlama Yaklaşımları
powerbor pb35 frv combı
lavman uygulama talimatı - Orhaneli Devlet Hastanesi
Skaner RTG Astrophysics XIS-1517 - Alfa
prostat Ca hormon
Nokia Kablosuz Șarj Cihazı DT
cennik
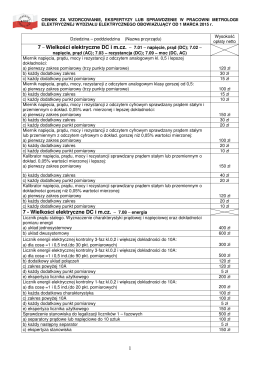
k-sabitli Filtre Parçaları
TELEWIZJA CYFROWA - WYKAZ PROGRAMÓW I PAKIETÓW
Çok Katmanlı İleri İmalat Yöntemleri
Skaner RTG Astrophysics XIS-6040
Ar-Ge Proje İstatistikleri
indir
mkt 2014 - Proje Tabanlı Mekatronik Eğitimi Çalıştayı
czech and slovak republic translation