Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
T.c. BAŞBAKANLIK DEVLET ARŞİVLERİ GENEL MÜDÜRLÜĞÜ
PDKS Kullanım Kılavuzu
tc büyükçekmece 1. icra dairesi taşınırın açık artırma ilanı
Download (PDF, 549KB)
Slayt 1 - Fikirlerin Yorumu
Afyonkarahisar - Merkez - Kayadibi ve Voyvoda Mah. Sarıkız
İstanbul`a 3 Katlı Tünel Müjdesi!
(“Kurallar”) Intel MAKE
beksiad çalıştay raporu
Perfekcyjna krawędź str.12
MX-B382 Operation-Manual Start-Guide TR
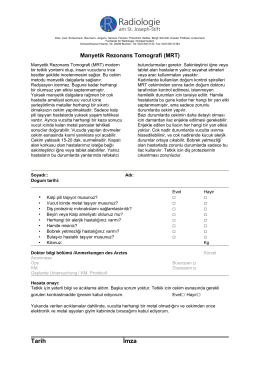
MRT Aufkl+ñrungenglisch2013
KAYABAŞI, Nuran-KONYA-EREĞLİ İLÇESİNDEKİ EL
Prospekt SAN 11
kastamonu geleneksel kadın giysileri kastamonu tradıtıonal women
OLSZTYŃSKA SZKOŁA WYŻSZA im. Józefa Rusieckiego
Cjenik 05.02.16 PDF
Cjenik 3.3.16 PDF
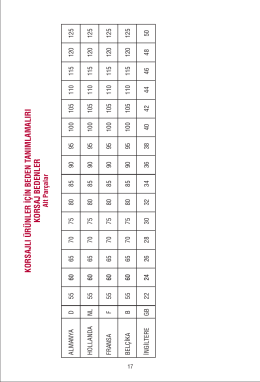
Ölçü alma yerleri ve beden tanımları hakkında bilgi dökümanını
Karel IP Telefon : Karel VP116 IP Video Telefon