Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
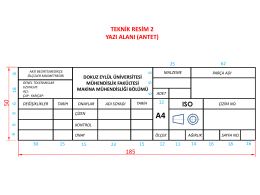
Örnek Program
2d çizimlerde kullanılacak yazı alanı
DPT PROJELERİ
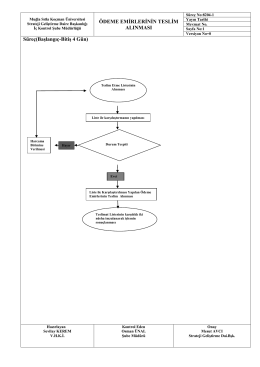
tıklayınız. - Strateji Geliştirme Daire Başkanlığı
ycm cnc torna tezgahı programlama kitabı
2016 - 2017 Yılı Akademik Takvimi
PDF dokument sa primerima različitih ciklusnih funkcija konturne
NEMTAŞ A.Ş. GEMİLERİ GÜNCEL SEFER DURUMU
cnc programlama 3
cnc programlama 4
4. hafta
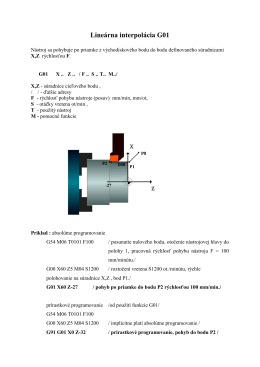
Lineárna interpolácia G01.pdf
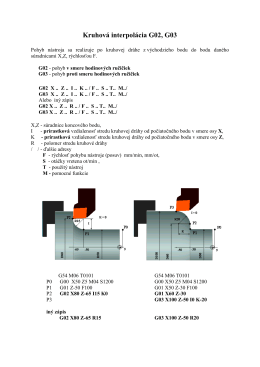
Kruhová interpolácia G02, G03
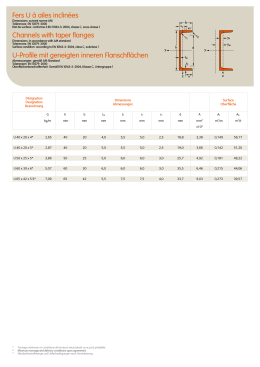
Fers U à ailes inclinées Channels with taper flanges U
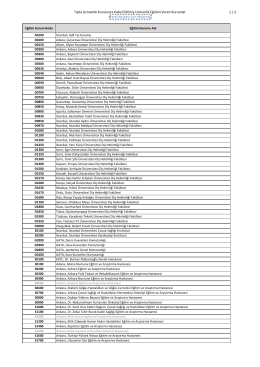
Tıpta Uzmanlık Kurulunca Kabul Edilmiş Uzmanlık Eğitimi Veren
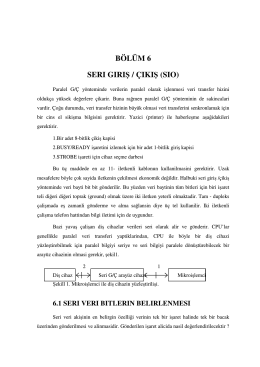
SERİ I/O
HASCO Vyhazovací program
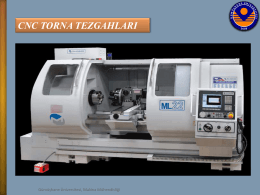
CNC TORNA TEZGAHLARI - Makine Mühendisliği
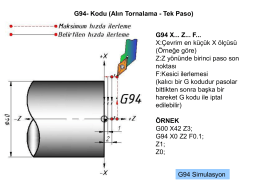
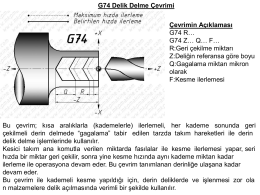
Bölüm 5 Döngü Komutları
sunum
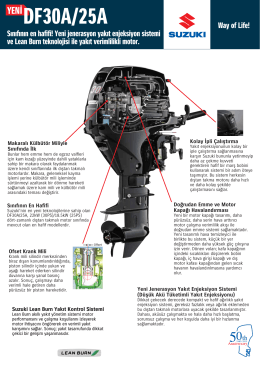
e-broşür - Suzuki
Bursa - Yenişehir - Burcun Köyü Roma ve Bizans Dönemlerine Ait