Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
pdf için - Küçük Menderes
(Microsoft PowerPoint - SEM\335NER
Poster - WordPress.com
imalat yöntemleri_ı
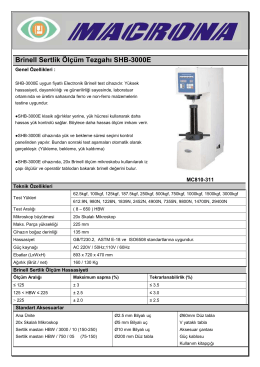
Brinell Sertlik Ölçüm Tezgahı SHB-3000E
Zoznam laboratórii na prevzatie
Sunu 3
CV - Metalurji ve Malzeme Mühendisliği
SODYUM SİLİKAT BAĞLAYICILI DÖKÜM KALIP/MAÇA KUM
Ders 8 - Yrd.Doç.Dr.Fatih AY
Ders 7 - Yrd.Doç.Dr.Fatih AY
Metallerde Döküm ve Katılaşma
Korozyon
Ders İçerikleri - Teknoloji Fakültesi
Diş hekimliğinde Emdogain
Title of paper
Ülke-İçi Krizden Uluslararası Soruna Ukrayna-Kırım Meselesi
Slayt 1
DÖKÜMHANELERDE ATIKSU KONTROLÜ Ahmet
2016-2017 Malzeme Bilimi ve Mühendisliği Güz Dönemi Lisans
Plastik Şekil Verme-5
Sunum - WordPress.com
ASTM E407 - 07e1 - demir çelik enstitüsü