Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
sıcak yolluk sistemleri - Brightworks Engineering
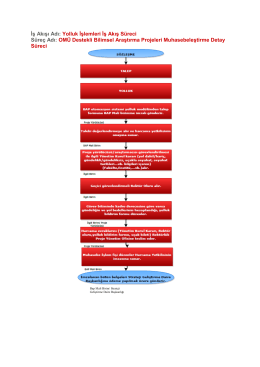
İş Akışı Adı: Yolluk İşlemleri İş Akış Süreci Süreç Adı: OMÜ Destekli
Sağlık Bakım Teknisyenliği - Meram Şifa Hatun Mesleki ve Teknik
Slayt 1
b-sütunsuz binek araçlarda kayar kapı tasarımı
KALIP İÇİ SENSÖRLE DAHA ŞEFFAF BİR PROSES Plastik
Colilert-18 Metodu ile Koliform ve E.Coli grubu bakteri tespiti
Uygulama Süreci Sunumu
proje yazmak
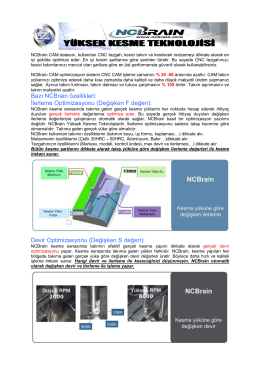
NCBrain Tanıtım PDF ini indirmek için tıklayın
ELE512 İleri Analog Tümdevre Tasarımı
Rejenere Malzeme Kullanımı Plastik enjeksiyon prosesinde soğuk
mikro iktisat sts soruları
İzleme ve Değerlendirme Eğitimi
ALES Endüstriyel Sızdırmazlık Elemanları Sanayi ve
TEMEL SEVİYE RULMAN EĞİTİMİ
İletişim KROHNE Academy Proses ve Otomasyon Kontrol Etkinlikleri
2014 Yılı Sulama ve Tahliye Tesisleri İşletme ve Bakım Ücret Tarifeleri
Kalıp Havalandırma Maçalar, Federler, Lifterler, Bosslar, Pinler için
SEDEX 2014 01
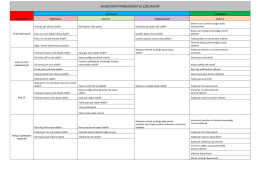
Enjeksiyon Problemleri ve Çözümleri - İndir
EK-1. A.H. Uyg. Performans Değerlendirmesi İtiraz Nedenleri ve
kbs-hys elektronik yurtiçi geçici görev yolluğu uygulama kılavuzu