Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PowerPoint Sunusu
Deney Föyü ve Rapor - Konstrüksiyon Anabilim Dalı
PDF Olarak İndir
Sunu2-kısım2
2014-2015 öğretim yılı bahar dönemi arkeoloji bölümü ara sınav
TITUS Siniflandirma cozumu1
olağanüstü genel kurulu duyuru - Türkiye Basketbol Federasyonu
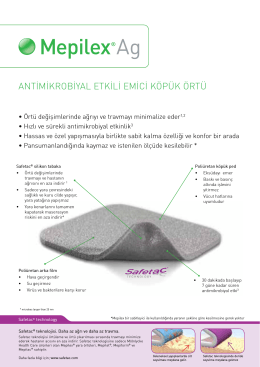
FACTSHEET
verimli ders çalışma teknikleri - Nurhak Çok Programlı Anadolu Lisesi
1.Ünite
Teknik-Adamlarin-Egitimi-ve-Siniflandirilmasi-Talimati-17-03
kullanım klavuzu - Oto Kaporta Boya Ölçüm Cihazı
FARKLI Ca/P ORANINA SAHİP SENTETİK
laboratuvar tehlikeli atık yönetimi prosedürü
11-14 temmuz 2014 iddaa oyun programı
pdf indir
İLERİ ZEMİN MEKANİĞİ
Kurumlararası Yatay Geçiş Sonuçları - İşletme Fakültesi
GENEL ÜRÜN KATALOĞU - Vesbo – Boru Sistemleri
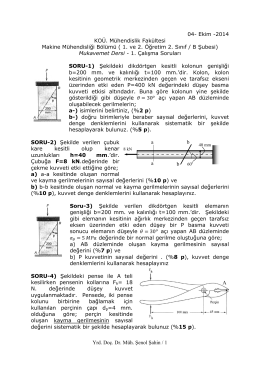
Yrd. Doç. Dr. Müh. Şenol Şahin / 1 04- Ekim
bildiri - Ulusal Mühendislik Ölçmeleri Sempozyumu - 2014
Ekonomi Bültenini Görüntülemek İçin Tıklayınız
Devamı... - Safetac Teknolojisi Nedir?