Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Temel Baskı Uygulamaları – Montaj 01
Fetal Distress - Dr. Cenk Yaşa
gergi kolu entegre edilmiş menteşe tasarımı
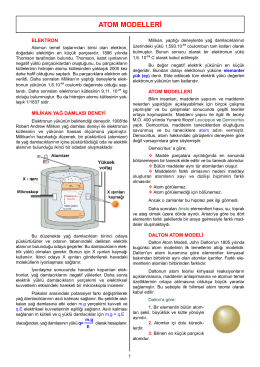
ATOM MODELLERİ2.qxp
Giomer yapıdaki akışkan kompozit ve adeziv
Tamamlanan Tezler - Adli Bilimler Enstitüsü
` ERKEKLER
S - ITO
derya kaçtıoğlu 1 / 18
T.C. Resmî Gazete
K apak 7 Evrende bir yerlerde antimadde toplayabilseydik her halde
Fiyat Listesi
UYKU LABORATUARI TEKNÄ°K ÅžARTNAMESÄ°_65nqrzlf
dijital baskı
4 - Olmayanın İzi
DOÇ.DR.YAŞAR BOZKURT
2. - sektora.net
Herkes için ulaşılabilir Bartın
BAGEP 2013-2014 Kitapçığı Kısa Versiyon
BİFOKART Klasik başvuru formunu buradan
Santral sinir Sistemi
Tipo Baskı
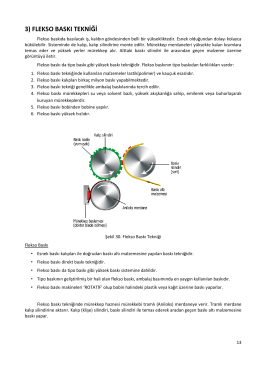
Baskı Teknikleri 02