Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
1. - Allfett
3DEYES PTS SİTE 3DEYES PTS OTOPARK
kasios tcp hp
SW 7 ETİKET
Untitled
ALL-1 AC Tipi elektrikli gres pompası
Otomatik merkezi yağlama sistemleri eğitimi
Lubmatic Metal Hazne Kılavuzu
Click to Technical Draft (PDF)
LONCA 2014 Katalog (TR)
buradan - Elektrik Haber
LUKOIL LITHOL GRES Endüstriyel Gres Yağları
Page 1 Tipik Fiziksel Özellikler Bu değerler mevcut üretimin tipik
buradan ulaşabilirsiniz. - İ.Ü. Cerrahpaşa Tıp Fakültesi
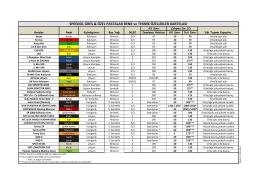
Gres Renk ve Cins Kartelası
Spreyler - teknolit.com.tr
Öğretim Üyesi Alım İlanı
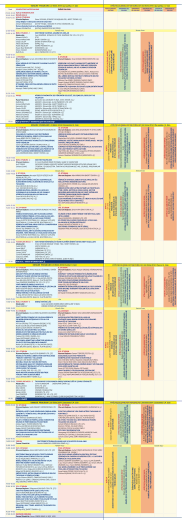
Dördüncü Gün - 25 Ekim, Cumartesi
PDF - vıı.ulusal hidrolik pnömatik konresi ve sergisi
İndir - Mizz Brazil
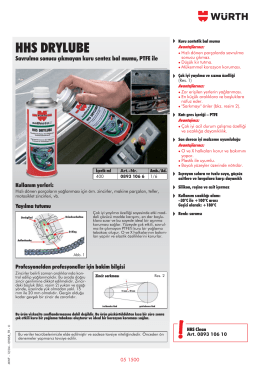
HHS DRYLUBE - Arda Express
Ürün detayları için tıklayınız
İndirmek için tıklayınız ( 8.5 mb )