Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Endustriyel_Olcme_yuzey_puruzlulugu
Kaynak Dikisleri
CÜMLEDE ANLAM - zirvedeyizbiz.net
Ayrıca buraya tıklayarak da kampanya broşürümüze ulaşabilirsiniz.
MANAGEMENT FEE - Denge Akademi
Endustriyel_Olcme_mikrometreler
teknık özellıkler
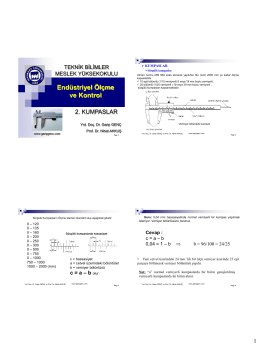
Endustriyel_Olcme_kumpaslar
sayı basamakları
ABSTRAK
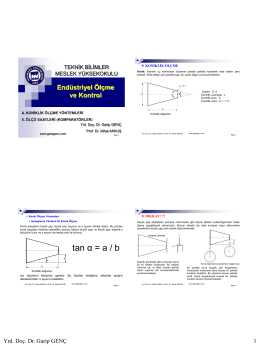
Endustriyel_Olcme_koniklik_olcme
ihale no:....................... kktc elektrik kurumu kıb
EK 4 1 ADET VİDANJÖR (ŞÖFOR VE GÜNLÜK ORTALAMA 200 KM
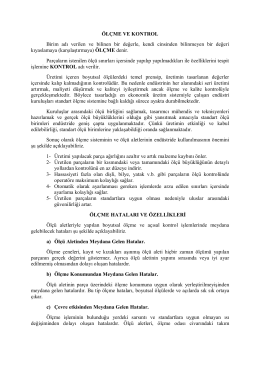
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi
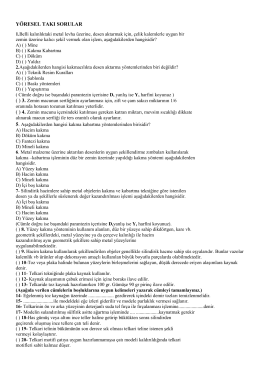
Yöresel Takı Uygulamaları Dersi Soruları
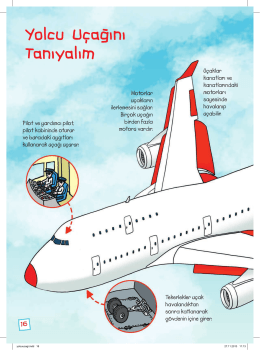
Yolcu Uçağını Tanıyalım
buraya - Gürol DEMİR
4. Bölüm
WESAN WP 222 Kullanım Kılavuzu
Enerji Dönüşüm Temelleri Konu: Transformatörler
z - ITO
düzce doğrudan yabancı yatırım raporu
3.Bölüm