Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
traktör debriyajı parmak mekanizmasının analizi
TE 2 / TE 2-S / TE 2-M
TARIM SEKTÖRÜ SAMSUN`DA BİR ARAYA GELİYOR
L250G - ascendum.com.tr
ÇOKLU MODEL GEÇİŞ TABANLI ABS TASARIMI: 1. KISIM
BG-PC 2625 T Kullanım Kılavuzu - Einhell İntratek Mühendislik ve
kavrama-debrıyaj_ıı_2014-2015
Eylul – Ekim 2013
ABS Fren Dinamiğine Yönelik Çoklu Model Geçişli
katalog - ufc otomotiv
Magsimal®- 59 - ips
ermaken t5-t10 redüktör klavuzu
Kas İskelet Sistemik Hastalıkları Sunusu
TEKNİK ŞARTNAME.pdf
OM, 345FR, 545FX, 545FXT, 545RX, 545RXT, 2013-12
BOSS CAFE - Safranbolu TSO
ÇEKME DENEYİ (1) - Celal Bayar Üniversitesi
PAN - INFORM
Soru 4.1
AsyaYatırım Uygulama Kılavuzu
konut ve çatılı işyeri kira sözleşmelerinde, sözleşmeye
mikro frezeleme işleminin 3 boyutlu sonlu elemanlar analizi
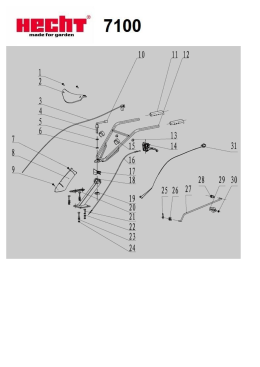
7100 pomaly prevod