Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN
Köpük Tavan Modelleri, Strafor Tavan Fiyatları, Tavan Sistemleri
Weber Mantolama Sistemi
broşürü indirin
broşürü indirin
P-34 PEDİATRİK GÖĞÜS CERRAHİSİ OLGUSUNDA ANESTEZİ
2014 Yılı Başvurularından EVKK Kararıyla Desteklenmesi Uygun
expande polıstren levha - eps
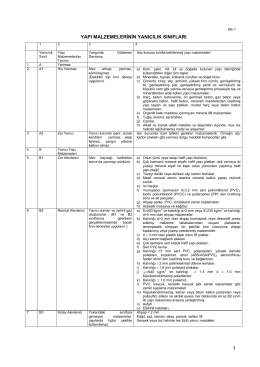
EK66
Isı ve Işık
Ç.Ü. DİŞ HEKİMLİĞİ FAKÜLTESİ KLİNİK TEMİZLİK TALİMATI 1
söKE İLçEsİ AİLE sAĞLİĞİ MERKEZİ NöBET LİsTEsİ
Modül 2 - Dis cephe yalitimin sistemlerinin temelleri
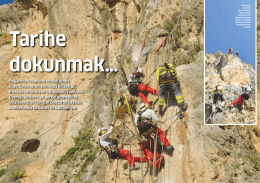
TM 180.indd - Esat Ersoy Yangın Danışmanlığı
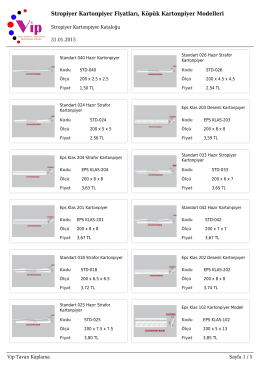
Stropiyer Kartonpiyer Fiyatları, Köpük Kartonpiyer Modelleri
Teknik Bilgi Föyü
İndir - Atlas Copco
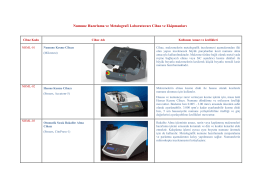
Numune Hazırlama ve Metalografi Laboratuvarı Cihaz ve Ekipmanları
null
Alışkanlığı tersine çevirme eğitiminin Tourette
EPS VE PAKET SİSTEM_2014 FİYAT LİSTESİ
Filfix ŞEFFAF TUTKAL