Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Untitled
Untitled
ISO 14001:2015 Öz değerlendirme Anketi
böhler k600
Kampanya detay - Böhler Sert Maden
Kalemin Kimyasal Özellikleri
NYLEM 66 GFR 30 NTR - emaş plastik a.ş.
Alumil Kataloğu
Katalog Hettich mobilya aksesuarları
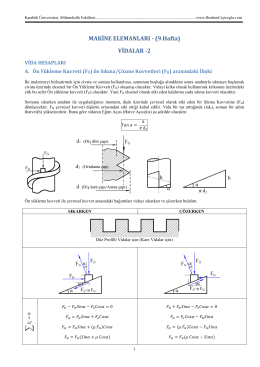
Ders Notu:Vidalarda Ön Yükleme Hesapları-2
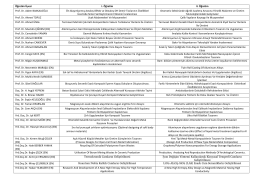
BİLDİRİ NO / ABSTRACT NUMBER BİLDİRİ ÖZETİ BAŞLIK / TITLE
Staj Değerlendirme Sınavı Komisyonları için tıklayınız.
Staj Sınav Sonuçları için tıklayınız.
orta karadeniz bölgesi sınırötesi işbirliği iş forumu etkinlik
Elektroda BÖHLER FOX SUM Elektroda BÖHLER FOX OHV
Tasarım Uygulamaları Konuları
Průtokoměr VFS - E
20 rokov kancelárie KAS v Bratislave (pdf, 466 KB)
Jednotný digitální trh v EU a jeho výhody pro Českou republiku
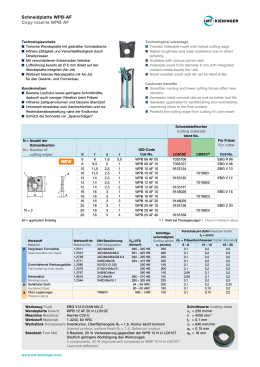
Schneidplatte WPB-AF Copy inserts WPB-AF
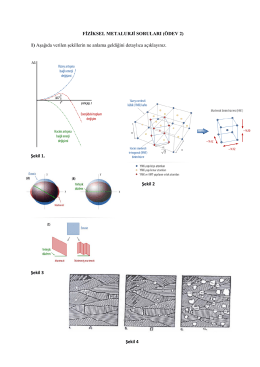
FİZİKSEL METALURJİ SORULARI (ÖDEV 2) 1) Aşağıda verilen
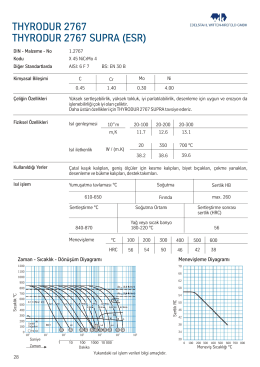
thyrodur 2767 thyrodur 2767 supra (esr) - schmolz
CENNÍK KOTLOV A SOLÁRNYCH ZOSTÁV