Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
10. slayt
Cennik - Ikea
Vzorové příklady
FELDERÍTŐ SZEMLE - Katonai Nemzetbiztonsági Szolgálat
Lisans Programı - Fen-Edebiyat Fakültesi
pdf 100KB - Hipodrom Beograd
全面实施创新驱动发展战略惟动国防和军队建设实现新跨越
Dr. Danış Ödülü Food Basket Etkinliği Turkish Youth Conference
veya x - Başkent Üniversitesi
Port de Plaisance 21170 Saint Jean de Losne - France
arazi ölçüm analiz formu - Dokuz Eylül Üniversitesi
Yük Tahmini İçin Hibrit (Ysa Ve Regresyon) Model
Stonožka 9 - M 2011
Dişli Çark_hesaplamalar_2013
mali özerklik
renting, une alternative aux méthodes de financement
2- Borulu ısı değiştiriciler
Temel İşlemler (8. slayt)
Leptodictyum humile (P.- Beauv.) Crum`nin MORFOLOJİK
Model_Milk-HTC
GUDE Jeseň-Zima 2014
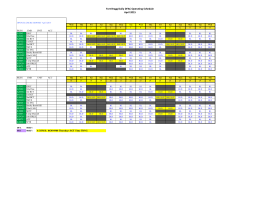
Fort Bragg Daily DFAC Operating Schedule April
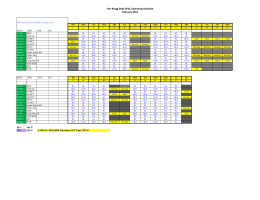
Fort Bragg Daily DFAC Operating Schedule