Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Çeşitli Üretim Parametrelerinin NAOH Kullanılarak Üreti·len
Liste des étudiants admis à s`inscrire de la Liste d`Attente 5 Pour la
Tehnoloski postupak za dobijanje etil estara .pdf
TL-053-Ultrapiknometre Cihazı Kullanım Talimatı
Amino Asitler, Peptitler, Proteinler
GeoBiotics GEOCOAT Teknolojisi
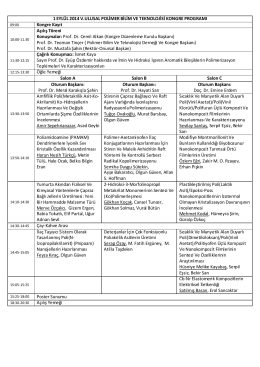
Çalıştay Programı - Enerji Tarımı ve Biyoyakıtlar 4. Ulusal Çalıştayı
IĞDIR ÜNİVERSİTESİ Fen Bilimleri Enstitüsü Dergisi (FBED
İzlence (PDF) - TED Üniversitesi
Anksiyete Bozukluğu Olan Hastalarda Bilişsel
Zachowania sedenteryjne uczniów z bólem i bez bólu kręgosłupa w
1 MAHKEME KARARI (Second Chamber) 10 Temmuz 2014 (*) Bir
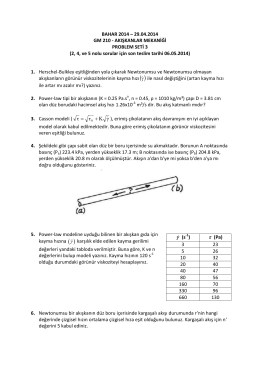
GM 210 - AKIŞKANLAR MEKANİĞİ
Na2B4O7.5H2O – Etibor-48
Renewable Energy Sources, Energy Policy and Energy
tavsiye kararı - Kamu Denetçiliği Kurumu
BİYODİZEL ANALİZLERİ ( EN 14214 ve EN 14313 Standartlarında
Renewable Energy Sources Energy Policy and Energy
Dizel-bitkisel Yağ-n-bütanol Üçlü Karışımlarının Di·zel
İkametgâh Memnuniyeti Bağlamında Konut Yeri Seçimi
Öğrenci No Adı Soyadı 1 1011601182 ŞEREF KESİCİ 2
WECHSLER ÇOCUKLAR ĠÇĠN ZEKÂ ÖLÇEKLERĠ ĠLE DĠKKAT
Çalışma Soruları #4