Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
harita g thessal01
Ege Demirtaş Altan Türkeli
633 - Türkiye Büyük Millet Meclisi
Sunu 3
42. Nevruz Çakaroğlu
BilgiNotu - Çölleşme ve Erozyonla Mücadele Genel Müdürlüğü
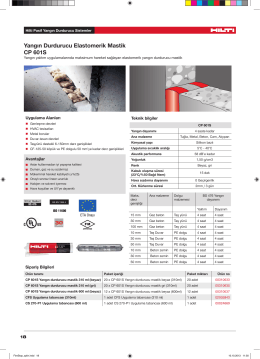
PDFCP 611A_Yangın_Durdurucu_İntümesan_Dolgu_Mastiği
DÖKÜMHANELERDE KİŞİSEL KORUYUCU
Mukavemet-1 - Portal - Fırat Üniversitesi
Türkçe için tıklayınız.
REGULAMIN PROMOCJI Prezbiopia jest cool 2-GA
CM/C2M Splitter Insert
Ing. Michaela Tilton, MBA - Rostoucí mysl aneb přístup k myšlení a
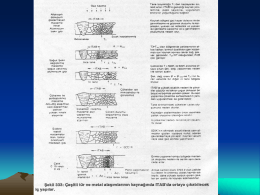
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
Emea Intelligence 2014
AK EJDER WHITE DRAGON - Altın Portakal Film Festivali
Çekirdekleşme
İnceleyin
marmara üniversitesi hukuk fakültesi vı. uluslararası mali hukuk
PDFCP 601S_Yangın_Durdurucu_Elastomerik_Mastik, Türkçe
Araş. Gör. Dr. M. Barış PAZARBAŞI
MAL201 Polimer-Kompozit
T.C. NECMETTİN ERBAKAN ÜNİVERSİTESİ REKTÖRLÜĞÜ