Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Cuzn30 Pirinç Malzemede Tane Boyutunun Mikro
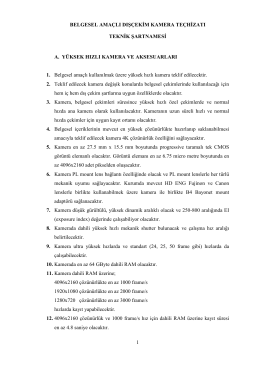
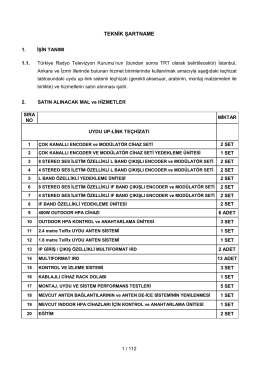
Belgesel Teknik Sartname
Plevral yapışıklıkları olan bir hastada başarılı tek
Cover Pages
Některé faktory ovlivňující průniky antibiotik do tkání
Weber Mantolama Sistemi
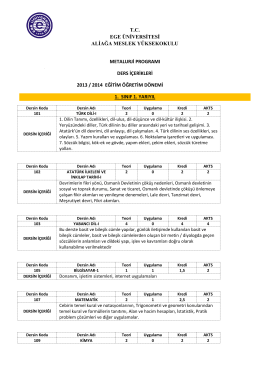
Ders içeriği - Ege Üniversitesi Aliağa Meslek Yüksekokulu
Cover Pages
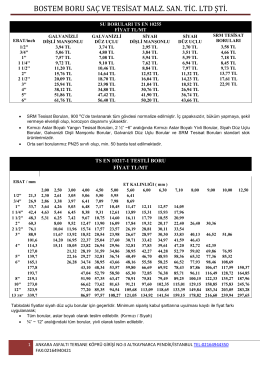
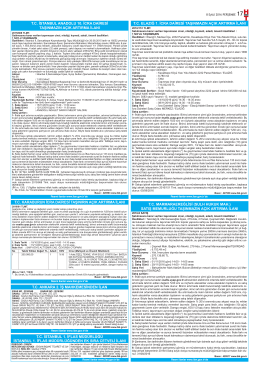
bostem boru saç ve tesisat malz fiyat listesi
Borusan Boru Fiyat Listesi
T.C. MARMARAEREĞLİSİ (SULH HUKUK MAH.) SATIŞ
Heat Shrink - HDT
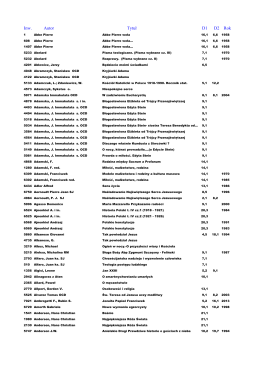
katalog wg. autorów - Rzymsko-Katolicka Parafia pw św. Michała
Yenilenebilir Enerji Kaynakları ve İndüksiyon Fırınlarının
bağlı olduğu toplum sağlığı merkezinin adresi
Prof. Dr. Hakan ÇETİNEL - Celal Bayar Üniversitesi
z2_4 zeminlerde kayma direncinin lm
Materiały do produkcji pił
Teknik Sartname
İndir - WordPress.com
polar ısı izolasyon - polarizolasyon.com.tr
Alışılmamış Üretim Yöntemleri
DTA-2131