Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Download File - Bulut Makina Ltd.
modelcast
Bu da askıda kahve - Antalya Haberleri
Metalografi ve Mekanik Test Laboratuvarı
Review / Derleme Sık Rastlanan Karaciğer
1 05/08/2014 tarihli ve 1449 sayılı Makam Onayı
MEKANİK MEYVE HASADINDA KULLANILAN
Föy için tıklayınız
Derse Giriş Sunusu - Geomatik Mühendisliği Bölümü
Genel Antrenman Bilgisi
Ses Dalgaları - Dr. Cahit Karakuş WEB PAGE
Işıl İşlemler
Minik Kuzucuklar Aralık 2014 Günlük Plan
Egesan Fiyat Listesi
satınalma rehberi - ELSAN Elektrik San. ve Tic. A.Ş.
In Central Asia to Anatolia, Turkey Acupuncture and Moxa
makina laboratuvarı - ıı deney föyleri
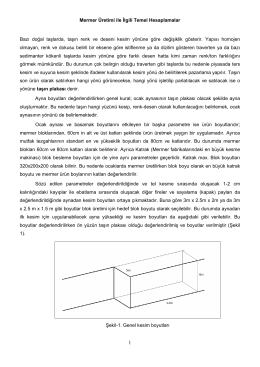
Mermer Üretimi ile Đlgili Temel Hesaplamalar Bazı
MALZEME BILGISI-B9 1. 2. 3. 4. 5. 6. 7. 8.
METALİK MALZEMELERİN ÇEKME DENEYİ
Download File - Bulut Makina Ltd.
5 ila 40 mm arası kalınlıklarda aşınma dayanımlı zemin
Sunu5 - Geomatik Mühendisliği Bölümü