Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Slayt 1 - Dokuz Eylül Üniversitesi
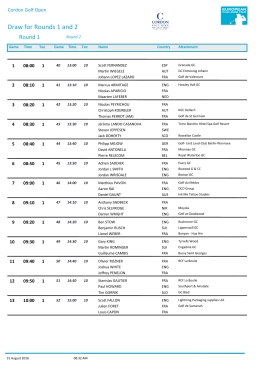
Draw for Rounds 1 and 2
Zbornik seminara za studije moderne umetnosti br.8 (pdf)
dosyayı indir - Dr.Cahit GÜRER
Je skvelé byť mužom
osmanlı devletinde sivil toplum ve sosyal hizmetlerin temel unsurları
PDF - Ankara Üniversitesi Dergiler Veritabanı
pdf formatı
เปิด - กรมส่งเสริมคุณภาพสิ่งแวดล้อม
Ágostonné Juhász Gyöngyi(PDF fájl)
Radnice č. 20
Tematyka i treści programu
fıbrotıx - Omnis Kompozit
1416 KB
nterpost - İnterfiks Yapı Kimyasalları
İNDİR..............Yüksek Lisans Tez Örneği
şartname1
Ünite 4: Kimya Her Yerde
T. C. TRAKYA ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
indir - Maro Tarım
Is the EU taking its over-fishing habits to West African waters?
A 2189
Malzeme Bilgisi-Ders 3