Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
cnc programlama 3
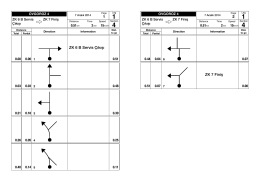
1 ZK 4B Servis Çıkışı ZK 5 Finiş
cnc programlama 4
Fen Bilimleri
CNC
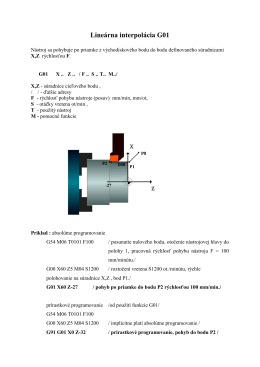
Lineárna interpolácia G01.pdf
Yarışma Programı - Samsun Ata Yolu Rallisi
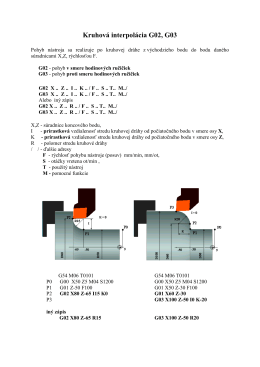
Kruhová interpolácia G02, G03
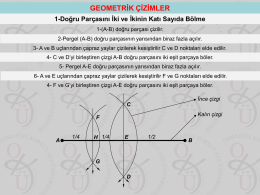
çizimler – 01 doğru parçaları
Örnek Program
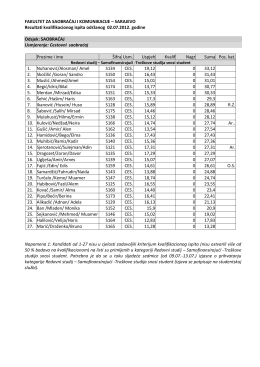
Cestovni saobraćaj - samofinansirajući
HADDELEME - WordPress.com
Melsan katalog
4. hafta
MAK 486 3-II - WordPress.com
INNOWACYJNA UNIA EUROPEJSKA ,f * `
null
Plazma Nedir - TeknikBelgeler.com
Gelenek, Hassasiyet ve Yenilik
Dikey Freze Kullanım Kılavuzu - Haas Automation® Resource Center
1 ZK 6 B Servis Çıkışı 2 ZK 7 Finiş
Başkent Öğretmenevi, Ankara, 15-16 Haziran 2015
Projelerin Tercihi VELUX Teras Çatı Pencereleri