Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Návod na obsluhu otočného zariadenia alebo koníka
Geçici Görev Yolluğu
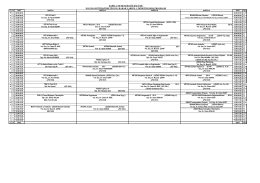
2014 - 2015 bahar yarıyılı vize sınav takvimi
Poste Vacant-Chauffeur1 - Croix
2015-2016 Yılı Eğitim Öğretim Planı
cnc_verseny_tanfolya..
Haas Rotary Brochure 2014 (CZ)
harita mühendisliği bölümü 2013-2014 eğitim
Riadenia CECC
PDF, 709,22 kB - Stroje
Katalóg vŕtacích systémov ZOBO - tts
Dikey Freze Kullanım Kılavuzu - Haas Automation® Resource Center
Tornado Brochure:Layout 1.qxd
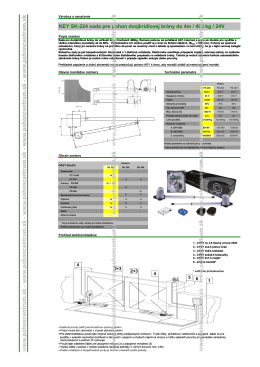
key web - pohoncentrum.sk
Návod na obsluhu sústruhu - Haas Automation® Resource Center
poste-vacant-gestionnaire-de-donnees - Croix
Prevádzkový návod
HYUNDAI frekventni regulatori
AYROS 230V pohon pre posuvné brány
Kompenzačné cvičenia
EXTOL elektrické náradie
IGM katalóg nástrojov a náradia v.15 2009
Cenník 2013 - milwaukee.sk