Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Technicka kniha Technical book
efektívny a vysoko produktívny diskový štiepkovač
aktuální informátor
1. Zoznámme sa s Bee
Označovacie štítky iKC
4) Schneider - pneumatické náradie
Untitled - sospknazia.sk
(Microsoft PowerPoint - Odkaz sv\344t\351ho Martina 2o1o jahodn
Základná škola, Družstevná 222, 086 12 Kurima
Termodynamika kruhovych tepelnych strojov
5 - Siemens
prednáška vo formáte pdf
14 - Inzerát
2/2012 - Naturprodukt
Spomienky na môjho otca, Prof. Ferianca, pri stom
DOP11B riadiace terminály / Návod na použitie - SEW
Apríl 2010 - Aktuality obce Ladce
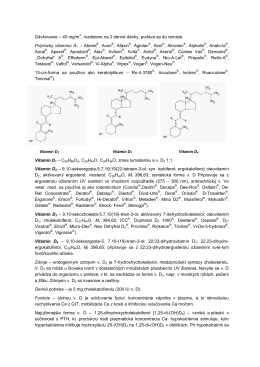
Dávkovanie – 45 mg/m2, rozdelene na 2 denné
Türkiye 4. Maden Makinaları Sempozyumu 23
R E F E R A T - University of Belgrade
Bierovské zvesti - december 2011
Číslo 16 - Inzerát
stiahnúť v PDF - PROCESNÁ AUTOMATIZÁCIA as Košice