Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
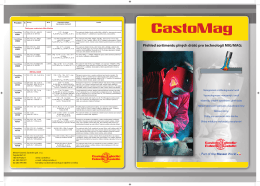
niklu a jeho zliatin
nabídkový sortiment 2015
CastoMag
EVB ELEKTRÓDA INOX R 29/9 SŽ Ťažko zvariteľné materiály
Xintex: Alumex [web]
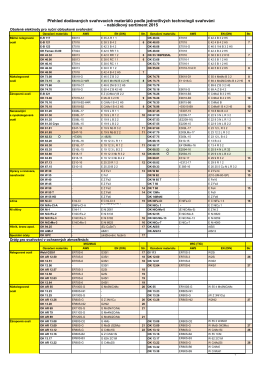
Svařitelnost některých technických materiálů a volba přídavných
Dopomat-intenso - INTERCLEAN, sro
enviro m_popis
příručka svařování - Products
TECHNICKÉ INFORMACE
Pozvánka - Welding Portal
Pracovné dosky - materiály
Ponuka tém pre usporiadanie seminárov
Časový program přednášek
2 2012
2 2010
Spektrum 1/2011
Aquados PHC 35 - ENERGO - WWT Slovakia spol. s ro
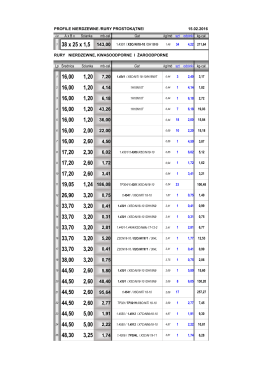
rury nierdzewne - rury.katowice.pl
OK Tigrod 19.49 SFA/AWS A5.7: ERCuNi EN ISO 14640: S Cu 7158
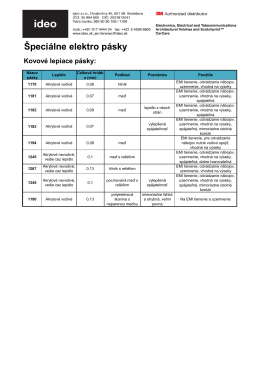
Špeciálne elektro pásky

![Xintex: Alumex [web]](http://s2.readgur.com/store/data/000207124_1-724c66b7ef13c4a0f36402d7865d30ca-260x520.png)