Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
mimořádné vydání special edition
BIULETYN 1 - Wojskowy Szpital Kliniczny w Bydgoszczy
Hodnotenie vedecko-výskumnej činnosti
28_zivot a praca vo svajciarsku.pdf
ISP Obrazovni programi 2015.pdf
Broj 1 - Tehnička Dijagnostika
5-6/2012 - Plasty a kaučuk
Vol 18 (2014) No 5
Splitting Multigates
TOPRAK KİRLİLİĞİ VE KONTROLÜ
Slayt 5 - Dr. Rıdvan Yamanoğlu
5-6/2010 - Plasty a kaučuk
300696PL , °C-MAX™ System Podgrzewania
Rozvrh na štvrtok 11.2.2016
+ Stiahnuť kompletné číslo
04. - Matador
Uzm. Turğut KAYA - Bilecik Şeyh Edebali Üniversitesi İnşaat
Publikačná činnosť Fakulty priemyselných technológií TnUAD v
Print PDF
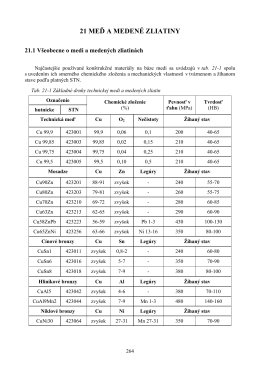
2.21 Meď a zliatiny medi
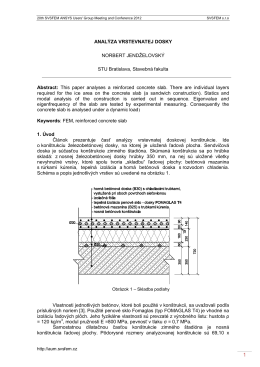
ANALÝZA VRSTEVNATEJ DOSKY NORBERT JENDŽELOVSKÝ
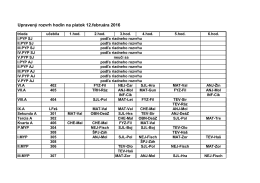
rozvrh piatok 12.2.2016
Gösta Mittag-Leffler