Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Untitled - scbc.sk
Elektromateriály.pdf
Manufacturer
Správca bytových domov č. 3/2011
Cenník produktov
PRODUKTY KNAUF Sheetrock
Transport tlakovej nádoby reaktora 4. bloku v
Katalóg upevňovacie prvky do plechu
Firma CHEM-WELD ROUDNICE s.r.o.
popis - Dualex sro
EOS e-Manufacturing Solutions
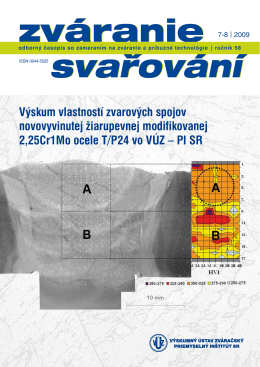
v 1. polroku 2009 - Výskumný Ústav zváračský
B - Klasa
soubor ve formátu PDF - Učitel chemie
Stáhnout zdarma (.pdf)
MEDYCZNE ZASTOSOWANIA MATERIAŁÓW INTELIGENTNYCH 1
Zváracia technika a systémy ochrany proti opotrebovaniu
Príslušenstvo nový CItroËn C4 PICasso
Manometr kontaktowy MS11
Keenserts® závitové vložky | KVT
Sulfenax TBBS
PROGRAM XXII. NAUKOWO-TECHNICZNEJ KRAJOWEJ
Hardox v praxi