Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Doc. A. Kříž
zde
Změna termínů Brick Award 2016
text
zde - Oddělení povrchového inženýrství
Osud _karmické zákony__Citáty
Brouci se soumračnou a noční aktivitou se při letu
jednopólové provedení, dle standardu ČEZ
www.bvv.cz/msv
günlük yatırım bülteni
ziraat yatırım aselsan raporu
13.−17. 9. 2010 - PlasticPortal.eu
Návod k montáži a údržbě - provedení dle standardu ČEZ
N217019 - Laboratoř hydrobiologie a mikrobiologie
Technický list
Tepelně tvrzená (kalená) bezpečnostní skla
[TADY KLEPNĚTE A NAPIŠTE NÁZEV FAKULTY]
Inscriptions
AE Valvetrain PresenterBrad CZ.indd
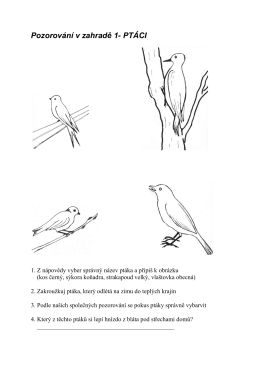
pracovní listy
Programowanie Scratch
Technický list - SENESTA CZ sro
la villepreusienne








![[TADY KLEPNĚTE A NAPIŠTE NÁZEV FAKULTY]](http://s1.readgur.com/store/data/000722726_1-b9d7c5e465c1dd010fba64d84e2ff4ce-260x520.png)