Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MANUFACTURING TECHNOLOGY
ธ.ค. 55 - สำนักหอสมุดและศูนย์ สารสนเทศวิทยาศาสตร์ และเทคโนโลยี
Krajský stavebný úrad v Prešove
HYDRAULICZNE UKŁADY STEROWANIA W DYDAKTYCE
kalendár separovaného vrecového zberu 2013 mesto košice
číslo 1 - Strojírenská technologie
Buďte šťastní v novom roku 2015 Zlatý kruh alebo prečo Slovo?
INVESTORI Z ČÍNY
KaPITOL – numer 1 - Wydział Filologiczny UŁ
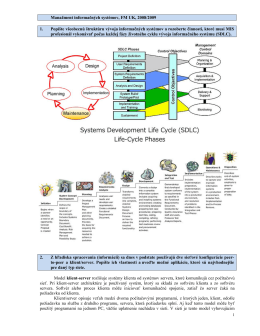
Manažment informačných systémov, FM UK, 2008/2009 1. Popíšte
MANUFACTURING TECHNOLOGY
Conference program_TR2013_english
E TRA - Strojárstvo
číslo 3 - Strojírenská technologie
Volume 13 - Manufacturing Technology
číslo 2 - Strojírenská technologie
Öğrenmenin Üç Boyutu ve Öğrenme Deneyimlerinin Oluşması
Květen
číslo 1 - Strojírenská technologie
No 1.
číslo 2 - Strojírenská technologie
ZNAČAJ RANE INKLUZIJE
Başarı Amaç Oryantasyonları Ölçeği: Geçerlik ve Güvenirlik