Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
OCELI RaEx® 400,RaEx ® 450 a RaEx® 500 ODOLNÉ
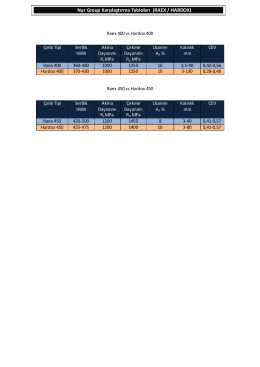
Nur Group Karşılaştırma Tabloları (RAEX / HARDOX)
EVB ELEKTRÓDA INOX R 29/9 SŽ Ťažko zvariteľné materiály
prezentácia PDF
ESAB News 1-2 2012
2 2012
2 2010
Structor 700 Yüksek Mukavamet Plakaları
Profilová část maturitní zkoušky
BEZPEČNOSTNÍ LIST SOKOFLOK 1045
Aristo® Mig 4004i Pulse Aristo® Feed 3004, U6/U8 Aristo
nástroje s reliéfem - Sp
STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) KERAMIKA
OK FLUX 10.47 - GENERAL WELD
ESAB Swift Art Transfer SAT
Seznam DUM: Technologie výroby a oprav automobilů 2
OBRUBOVACÍ STROJE RUČNÍ ceník - tepelne
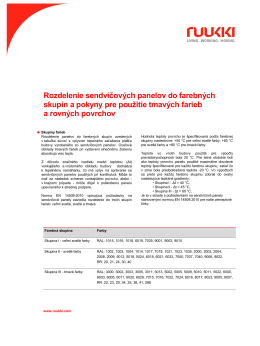
Colour group_SK3
TECHSUPPORT #63
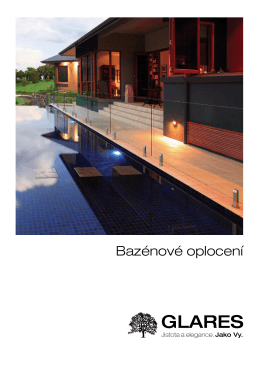
Bazénové oplocení
elektryk ursus
Technický list
elektryk targowek - Elektryk Targówek