Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Walter AG Derendinger Straße 53, D-72072 Tübingen
Cenník v PDF - Pressburg papier
SAU - Narzędzia składane do TOCZENIA
előtt
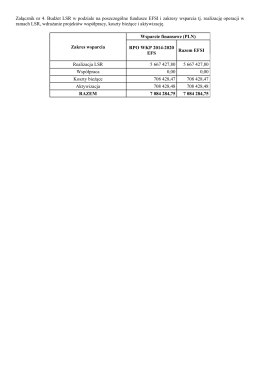
Zał. nr 4 Budżet LSR
P/N 72-122249-02TR Rev. A
MFH- frez do wysokich posuwów
Hızlı Başlangıç Kılavuzu
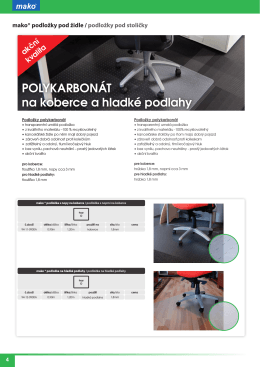
POLYKARBONÁT na koberce a hladké podlahy
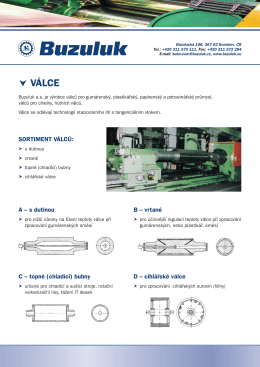
Sestava 1 - BUZULUK as
…STAVĚNÍ JE RADOST…
Schöck Isokorb® typu KSH
07. Przedmiar robót 2 - Wojewódzki Inspektorat Weterynarii w
Termék-kézikönyv - Walter Xtra·tec® Insert Drill
Podložky pod židle
Kalın iplikler için çağanoz
MAKinEnizE iYi gElEcEK
Katalogový list F-CABLE HVS.
Ceník 2014 – Doplňky
Sortimenty
Výkonný stroj s vyšší uzavírací silou
Seca profil
KOSZTORYS SLEPY -Aula - Politechnika Warszawska