Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PROGRAM AKIŞI Açılış-Saygı Duruşu
MESLEK YÜKSEKOKULU MAKİNE VE METAL
özgül öğrenme güçlüğü (öög) - Turgut Özal Üniversitesi Hastanesi
madencilik uygulamalarında hidrolik kırıcılar.catalog.tr
Döner Aletler
Çeneli Kırıcılar Ürün Kataloğu Pdf
Medzinárodné vedecké podujatie Energetika 2012
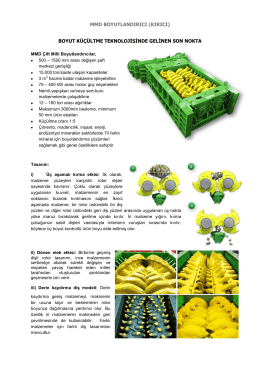
Daha az ağırlık, daha fazla güç
Cam, Cam Elyafı veya Taş Yünü Üretim Tesislerinin
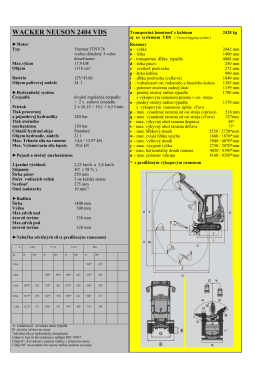
wacker neuson 2404 vds
Himmetdede MMD kırıcı/boyutlandırıcı başlığı altında
Gürültü için KKDler 2
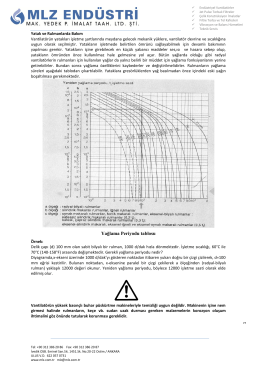
Yağlama Periyodu tablosu - Jet Pulse Torbalı Filtre
Çekirdek Çıkarma Makineleri
3.Bölüm
1376 KB
İÇİNDEKİLER EYLÜL 2014
BÖLÜM İK PLANLAMASI ( İndir )
PDF İndir - İstoç Ticaret Merkezi
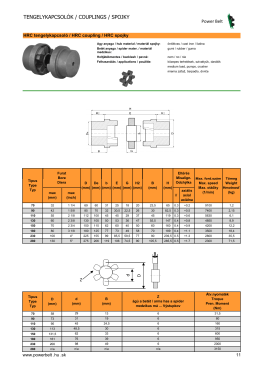
HRC coupling catalogue
MMD Katalog
buradan