Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Řízení jakosti u vybraných výrobků ve firmě Robert Bosch
3/2013
BĚH OKOLO MÁCHOVA JEZERA - 44. ročník 31. 5
Usmernenie Riadiaceho orgánu č. N3/2007 Aktualizácia č. 12
silnice - Bikeri.cz
Výročná správa PPLaT 2013 - Regionálny úrad verejného
Економика предузећа 7
Návod k montáži (motorové nástavby)
PDF Renocar magazín pozdim
brožury Oberaigner
1 Začínáme s programem MS Word
Německá válečná munice ráže 20 mm
Princip práce s GibbsCAM spočívá v několika krocích
Otázky
stahuj! - Monitor
Rozpis studentů u maturitní zkoušky
Výrobní Postup.pdf
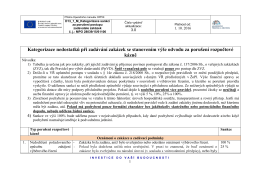
Kategorizace sankcí za porušení postupu zadavatele
SOFTWARE PRO STROJAŘE 2015
ŠKOLNÍ VZDĚLÁVACÍ PROGRAM HOTELNICTVÍ A TURISMUS
Zobrazit článek ve formátu PDF
zde - Appaloosa farm
5. číslo - Klub dopravní historie