Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Slévárenské vady_semestrální práce_ukazka
návod k použití, bezpečnostní pokyny, zaruční list
ˇ˘Łˇ¤ €Ą¦¤§¨© Ł
Restaurování Kamenné kašny v Kutné Hoře - arte-fakt
3 pierwsze strony pracy dyplomowej
Čerpadlá - Real Stroj
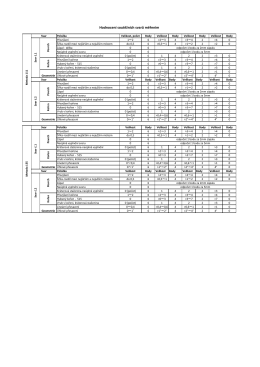
Hodnoticí tabulka pro hodnocení měřením
6 Příslušenství
Lenovo B40/B50/N40/N50
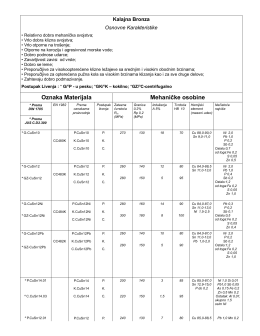
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Lakovny komplet CZ pro downoload pdf
cz - ČZ as
Renovace strojních dílů a zařízení
Tuhnutie prebieha za podmienok zemskej tiaže, preto sa v
Generální oprava fluidního kotle Elektrárny Hodonín
Slovo úvodem Film o žárovém zinkování
Skinite PDF
9392 kB
Kojení podle laktační ligy
Maxx Gases - Air Products
TEP kyčelního kloubu
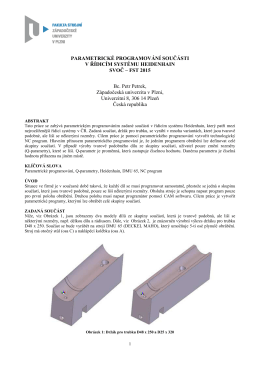
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM
Autovrakoviště – Bělá nad Svitavou, navýšení kapacity



![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000139236_1-146322789d128863278c5dda7bb02136-260x520.png)