Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Sborník konference RECYCLING 2012
Výzva "Čistiace, dezinfekčné, hygienické a ostatné tovary"
Kruhový objezd v Bystřici se opraví
+ Stiahnuť kompletné číslo
รายการประมูลสินค้า luxury brands 25 กันยายน 2559
Sborník konference RECYCLING 2011
Sborník konference RECYCLING 2013
polistone tr 100
Konečný program - Česká betonářská společnost ČSSI
Preuzmite časopis
kámen a kamenivo
Běžné nářadí
MECHANIKA ZEMIN – rozpis cvičení (včetně požadovaných
Stavebné hmoty č. 1-2/2011
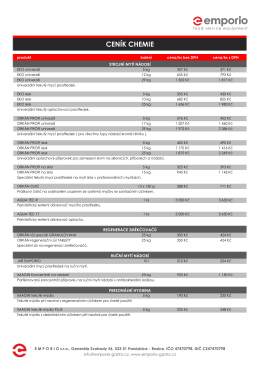
CENÍK CHEMIE - gastro zařízení
„Možnosti a perspektivy recyklace stavebních odpadů jako
Získavanie kovov z použitých batérií pomocou acidofilných baktérií
Sborník konference RECYCLING 2010
prace instytutu odlewnictwa transactions of foundry research institute
CV12_Druhotné suroviny a odpady
Generální zpráva – znovuužití asfaltových směsí a recyklace
(metalurgický) kazivec