Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Zpracování a technická data
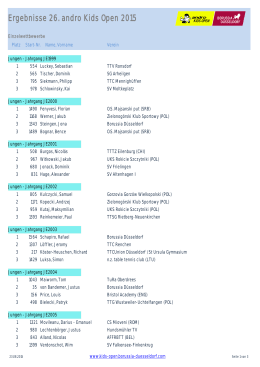
Ergebnisse 26. andro Kids Open 2015
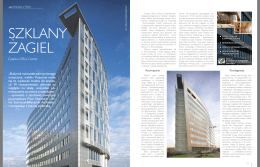
Catalina - Widok Sp. J.
CUT 1275 1280 – März 2011
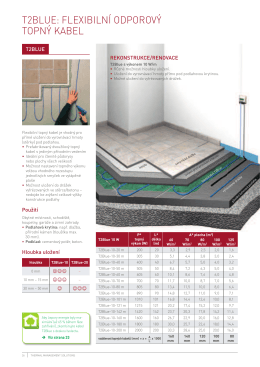
T2BLUE: FLEXIBILNÍ ODPOROVÝ TOPNÝ KABEL
Štartová listina - Spartan Race Slovakia
UCHWAŁA Nr VIII/90/2015 Rady Miasta i Gminy w Margoninie z
Prelekcja Krzysztof Kałwak
Zadzwoń już DZIŚ i zamów szybką dostawę!
ZKOUŠKA ŘIDIČŮ TRAMVAJÍ Přezkoušení
Wytłoczenie, Wzór i Tekstura – Trzeci wymiar
ISK - GENERI, s.r.o.
Nový produktový katalog.pdf