Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
zde - STROJAR.COM
Amfiteáter - zshrusov.sk
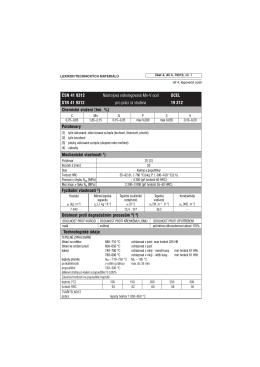
19312.pdf (86870)
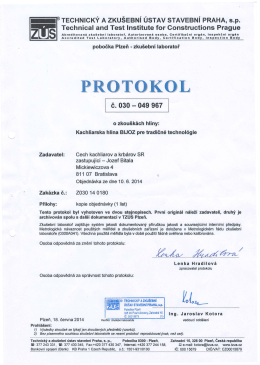
7~S ~:~i~~~~~klu:~~la~o~a~o~,I~~~liz
Giraffe inkubátor
Pre slabé výsledky v prevencii chorob sa Slovensko prepadá v
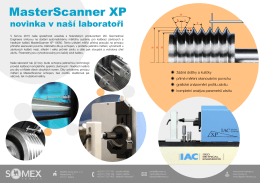
MasterScanner XP
Brožura MasterScanner XPL-C.pages
FINANCNÍ ANALÝZA PODNIKU
Prezentace 3
XR20CX - REMAX CZ sro
Houby - Otázky z biologie a chemie
GLOBAL HIGH YIELD FUND SVET. DLUHOPISU S VYSOKYM
Rešení diferenciálních rovnic v MATLABu
Hlavní kritérium pro dimenzování
PolluTherm
Regulace - Lipovica
Manuál k progarmu PRO100
Uživatelská příručka 4038/4039/4068
Prospekt ke stažení
Literature Online - Albertina icome Praha
Souřadnicové měřící stroje - Katedra výrobních systémů
Metodika ke kartám meridla