Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2040 - 2080 MIG / EURO - AZ
220 - 270
Elektroda BÖHLER FOX SUM Elektroda BÖHLER FOX OHV
Stáhnout zdarma (.pdf)
Návod na použití VESLOVACÍ TRENAŽÉR Insportline
HE 650 - teknolit.com.tr
BMK-12i (2nd Generation)
130 - 150 - 170 / TIG LA
220 - 270 - 320 MIG - tiger
Návod k použití - Eshop Nářadí.org
KATALÓG KOMPONENTOV PRE VAŠE BRÁNY
KÚPEĽNE - SAPHO E-shop
Untitled
Návod na použití Eliptický trenažér RADIAN
Správa o stave poskytovania univerzálnej služby a poštového
Kapitola 2 MMA
FÉNIX 160 - 200 - Svářečky
vívofit™ Používateľská príručka
Nový katalóg Arctech
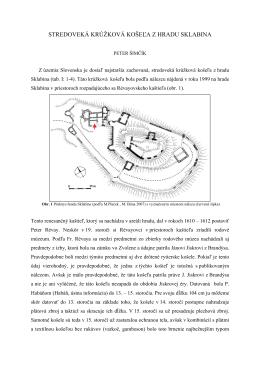
stredoveká krúžková košeľa z hradu sklabina