Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Renovace strojních dílů a zařízení
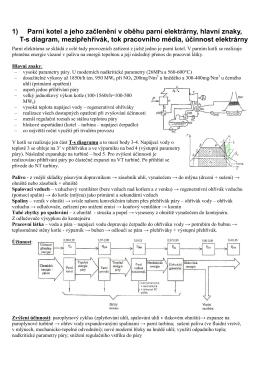
Parní kotle.pdf
Daha fazla bilgi için lütfen BoilerTec broşürümüzü
Potrubí Č-A (PDF 101 kB)
Chemické přípravky Chemweld
Dárkové poukazy Gift voucherS
Nowoczesne i innowacyjne Technologie zrobotyzowane w
Potrubí A-Č (PDF 104 kB)
PŘEHLED SORTIMENTU
SOUHRN ÚDAJŮ O PŘÍPRAVKU 1. NÁZEV PŘÍPRAVKU
Stáhnout PDF
Vzduchotechnická zařízení – protipožární ochrana
provádění všeobecného prenatálního screeningu vrozených
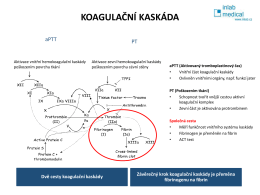
KOAGULAČNÍ KASKÁDA
zde - Cukrárna a kavárna Caramella
UBC3500XLT
KATALOG 2014
Utahování
Listopad - Lovochemie, as
1-2 | 2012 - Výskumný Ústav zváračský
Slévárenské vady_semestrální práce_ukazka
JL 255
Untitled - altech