Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Evropské technické schválení ETA
Evropské technické schválení ETA-12/0194
Technický list
TECHNICKÝ A ZKUŠEBNÍ ÚSTAV STAVEBNÍ PRAHA, s
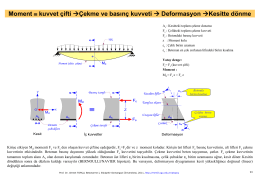
integrované mosty spolupůsobení se zeminou
Chemická kotva pro vysokou zátěž OT130
ETA quick-mix EPS CZ
145,6 m pro levý most tvoří spojitý nosník o rozpětích 47
file - Ekonomický ústav SAV
Secesní Brusel a architekt Victor Horta
RECA Focus 1 2016
Betonarme_1_4
Pracovní list č.8.pdf
Technický list – tvrdá pěna Hard Green 55
DoP 31-138-15_DBas - Chemická kotva VINYLESTER SF_RL
seznam připravených akcí na měsíc květen najdete v příloze
Parolamız: “Ya istiklâl, ya olum
Evropské techn ické schváIení
Problematika zpracování půdy
PDF, 2,62 MB - GILD Smart House System
RECA Focus 2 2014.pdf
Perdix_hydro_profi-technicky list.pdf
Technický list CarboCryl Hv