Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ŽÁUPEVNÉ VLASTNOSTI VYBRANÝCH SUPERSLITIN
vliv množství slévárenského vratu ve vsázce mateřské tavby na
Tvárná litina® - OtahalConsult
ADuC812 (CISC – `51) REJESTRY SPECJALNEGO
I. Központos húzás
Z DNEŠNÍHO EVANGELIA:
Niklové superslitiny
Elektrody pro svařování běžné nelegované oceli
Beton Deniz Yapılarında Bazalt Agrega Kullanımı*
Bezpečnostní list
Normy, chemické složení
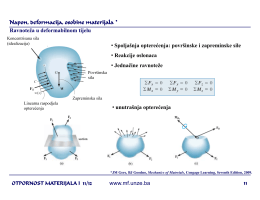
Napon, deformacija, osobine materijala * Ravnoteža
Ürün hakkında Daha Detaylı Bilgi İçin Kataloğumuzu
Katalizator tlenkowy TMO
Stáhnout PDF
Marek Jedrkowiak_referat.pdf
klikněte pro text zprávy v PDF
Karta katalogowa
Karta charakterystyki
Lemezalkatrész gyártás Mélyhúzás
oznámení zahájení územního řízení a pozvání k
LISTA 3
příklady