Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Žárové nástřiky
Tam sayfa faks yazdırma
fren disklerine alev püskürtme ve ergitme kaplama yöntemi
AKCIÓ! - Heti Akciós Újság
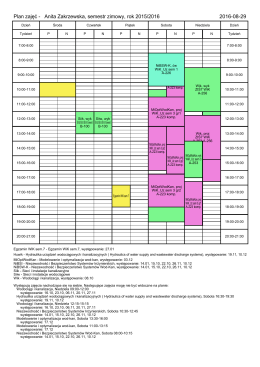
Plan zajęć - Anita Zakrzewska, semestr zimowy, rok 2015/2016