Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
universální hrotov á bruska bu 16 cnc
CZ - ČZ as
Prospekt
Sonda DS6
Indukční kalení výrobků - Strojírny a stavby Třinec, as
Technické mateřské školy 10 Co se ve vodě (ne)rozpustí?
DIAMANTOVÉ A CBN KOTOUČE
MIKROPROG-F5
metodika
broušení
Návod k obsluze
3.8 aktivní kontrola a technická diagnostika cnc strojů
PDF ke stažení zde
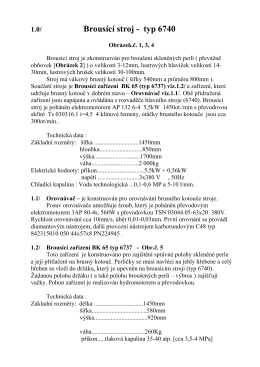
Bousící stroj 6740
zde
Progresivní technologie v obrábění a NC programování obráběcích
bölüm-ı easy pıc7
Leštící kotouče MH
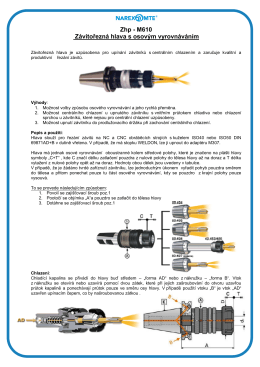
Závitořezná hlava s osovým vyrovnáváním
TMT Servis - Milan Marek
Prospekt ke stažení
Požadujte jen to nejryzejší
Kliknutím stáhnete GÜDE KATALOG ZIMA 2014