Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
VITRALAB
VITRALAB
December 2012
Optimik - RK Software
Jún 2013 - Strojárstvo
Piezoelektrické motory
1 Vyvoj.pdf
ROZSUDOK V MENE SLOVENSKEJ REPUBLIKY
DRIVE MAGAZÍN – zima 2013/2014 vo formáte pdf
ELEKTRONIKA: CT – 201 Prijímač: RXI-42(R)
Prospekt na stiahnutie - vts welding
Gumené kompenzátory
4.1 cnc soustružnické stroje a obráběcí centra na rotační součásti
Posúdenie rizika metódou FMEA
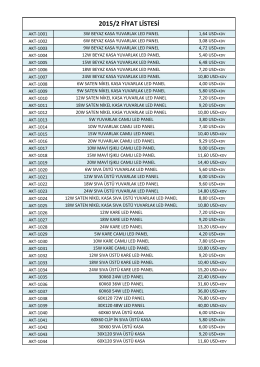
2015/2 FİYAT LİSTESİ
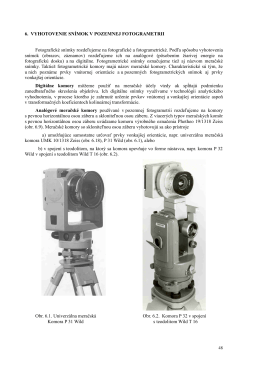
6. VYHOTOVENIE SNÍMOK V POZEMNEJ FOTOGRAMETRII
„Manažment rizika pri konštruovaní strojových zariadení“
e-book obsahový marketing I.pdf
6.1 AUTOMATIZOVANÉ VÝROBNÍ SOUSTAVY
FOXY Programming Card (Air)
HiPath 3000/5000 V9 Inovační komunikační řešení pro malé a
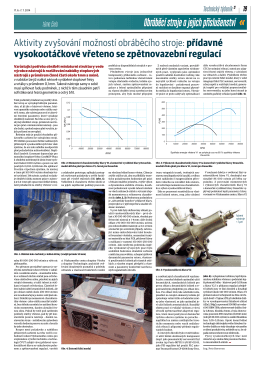
zde - Technický týdeník
Souřadnicové měřící stroje - Katedra výrobních systémů