Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Magsimal®- 59 - ips
Işıl İşlemler
23 Mart Pazartesi Günü Okunacak Kararlar
TE 2 / TE 2-S / TE 2-M
Sunum - WordPress.com
AlMg3/SiCp KOMPOZİT MALZEMELERİNİN DARBE
9392 kB
LM28 Alaşımında Tane İnceltme ve Sr Modifikasyonun Si
katalog v pdf
MÇD Tarafından 75.yüzyıl kız teknk okuluna verilen seminere ait
Eğer hayvanlar konuşabilseydiler
Instrukcja. - Wydział Mechaniczny
COVERAL 2014 01
Oto Alaşım - ips
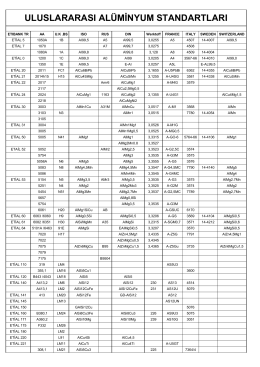
uluslararası alüminyum standartları
S İ R K Ü L E R : 2 0 1 4 / 29 21.05.2014
Quadcopter Nasıl Yapılır? 1
ASMALARDA SÜRME VE SÜRGÜN GELİŞİMİNİN MORFOLOJİSİ
SeninUcurtmanHangiRenk
KAPALI HÜCRELİ AlSiMg KÖPÜĞÜ ÜRETİMİNİN
Üretim Aşamaları Kitabı
Determination of elements in dust depositions by using
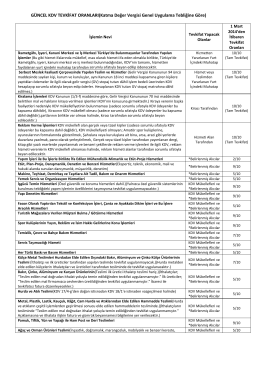
Güncel KDV Tevkifat Oranları - ERK Denetim ve Yeminli Mali